
Hydraulic Forklift Cylinder Welding Lathe
- drewfinncam8
- Mar 6, 2023
- 2 min read
Updated: Apr 17, 2023

Welding Lathe Machine
TOA SE has recently completed another successful project for one of our biggest customers. We were able to successfully provide a turnkey custom welding lathe machine that welds together two pieces of a hydraulic cylinder tube for a forklift.
In 2022, we were approached by one of our customers to replace their existing machine that welded the hydraulic cylinder tubes for the forklift. The existing machine was a used machine that was purchased from Japan in the early 2000s and retrofitted for welding this part. There were several issues with the quality of the weld on the hydraulic cylinder tube and adjustability and quality of the existing weld unit was tricky and finnicky to get right. The customer was looking for a replacement welding machine that was more operator friendly, consistently capable of producing quality parts, with the capability to weld the cylinders tubes faster.

This custom machine is built to be a turnkey standalone unit with a single body construction. Worker ergonomics were taken into consideration in the design of this machine. A headstock and tailstock are used to press together the two cylinder tube pieces. The machine has high position (sub-millimeter) accuracy for detecting tube position. The machine rotates the tube assembly while a weld torch is held in a stationary position for the weld. The weld torch position is controlled by an IAI 3-axis cartesian gantry. The weld torch has automatic weld wire detection and offset using fiber optic sensors. During welding, a safety door is lowered to protect the operator during the welding. The headstock uses custom tooled chuck jaws to clamp the bottom piece of the cylinder. The headstock and tailstock assembly is capable of generating forces over 3000lbs. The tailstock is mounted on a single piece of machined baseplate and is able to adjust to various tube lengths using a gear and pinion system.

Tailstock unit with a gear and pinion system to adjust the tailstock position.

Headstock and weld torch mounted on a 3-axis cartesian gantry.
An Omron NX-Series PLC is used to control the entire welding machine system. A Omron NA HMI is used to set modify parameters for various part types. A Keyence handheld barcode scanner is used to set the machine and weld parameters for the various cylinder tube lengths that are being welded. Keyence light curtains and safety scanners are utilized as part of the safety circuit.

Control panel for the custom weld machine.
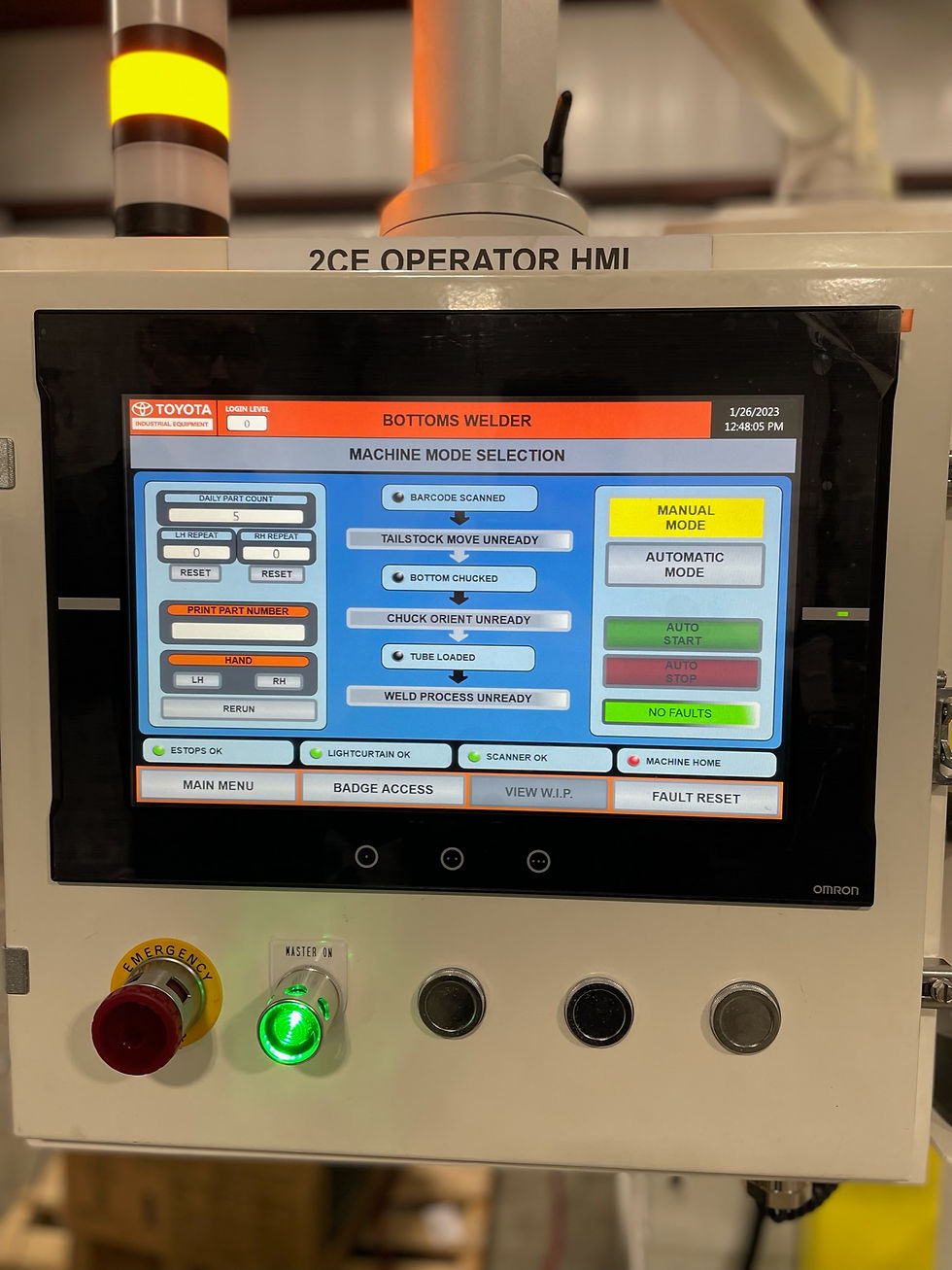
A view of the custom program running on the Omron HMI.
The fact that this machine was designed as turnkey allowed us to install and successfully integrate the machine at the customer over a weekend and it did not impact the production of the cylinders tubes. In the end, the machine achieved the desired goals of ease of usability, higher quality, and faster machine cycle time. In fact, this new machine reduced the cycle time for each welded cylinder tube by 20%.
If you are looking for a replacement for a custom machine, our team of mechanical, controls, and systems engineers are capable of taking on a wide variety of projects. Feel free to reach out to us and we would be glad to help you with a solution!



Comments